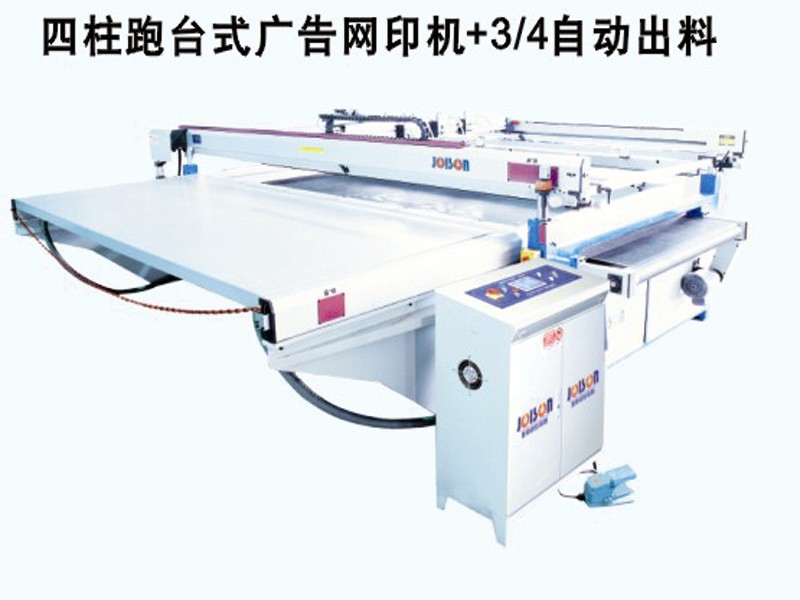
一、JS-GL1016SD印刷线
设备颜色: Juisun标准色,
控制系统: 日本三菱控制系统,人机界面控制台
供电: 380伏/50HZ,加中线和接地
设备高度: 930±20mm
操作位置: 右边或左边(签合同后选择)
适印产品: 规则或异型玻璃
玻璃尺寸: 最大1000×1600mm,最小350×550mm
厚度: 2.5-19mm
传输方向: 短边先进
工作速度: 以玻璃尺寸1000×1600mm为例,大约10s/片
二、JS-GL1016PR预定位机
预定位机用于玻璃生产上片及预定位,预定位机有自动预定位和手动预定位两种方式供客户选择。自动预定位用于连接清洗机实现连线生产。手动预定位用于一般规摸生产。
1. 传动方式:
采用链条传递带动O型输送带驱动玻璃片,输送减速马达采用国际品牌。配合日本三菱(MITISUBISHI)变频器以实现输送无级变速。
2. 定位方式:
气缸驱动,托起定位机架,,从而实现玻璃片左、右方向的移动定位。自动定位和手动定位各设有4个定点,并可根据各种不同规格的玻璃片进行调整,自动预定位设定手轮调节手柄、锁紧手柄,使定位调节方便、快捷。
3.控制系统:
预定位机动作由日本三菱(MITSUBISHI)PLC集中控制,并设有检测玻璃片位置传感器,从而实现上片预定位、印刷、烘干、风冷全自动过程的一体化。
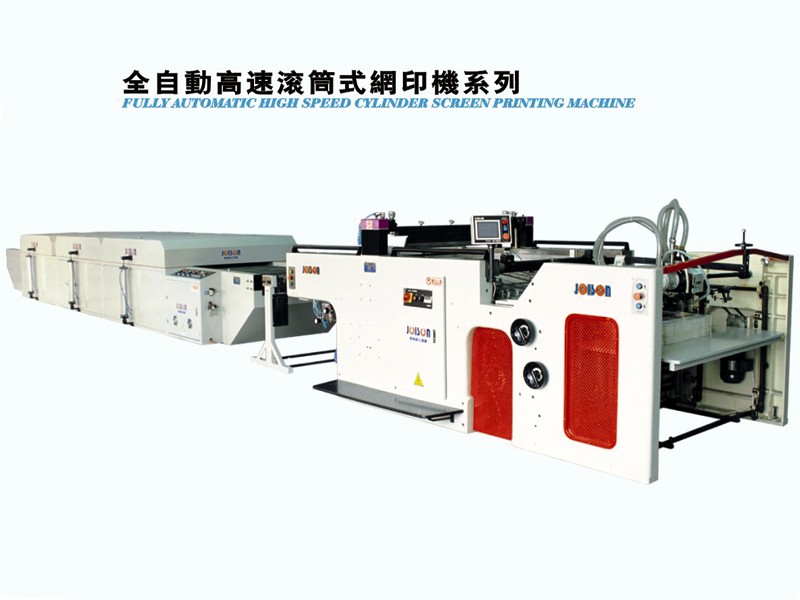
三、JS-GL1016SD全自动印刷主机
1.传动方式:
采用国际品牌刹车马达,通过链条传递至O型输送带带动玻璃片输送,配合日本三菱(MITSUBISHI)变频器。使玻璃片在输送的过程中平稳、安全,并可根据需要调整输送速度。
<3>
第4页/共10页
2.输送架升降方式:
玻璃片输送架采用气动式凸轮升降,并设有光电传感器以控制全自动过程的协调及玻璃
片送片位置,便于精准定位。
3.机头升降:
机头升降采用国际品牌刹车离合减速机通过链条传递加以实现,能使机头在任何位置实现自锁,擦板位设有气缸安全保护装置和光纤安全保护装置,确保机器安全性能。升降导杆采用德国(INA)品牌。升降最高位置与最低位置设有双重保护开关,以防止升降过位损坏机器及操作者安全。
4.精准定位:
精准定位设有8个定位点,采用气缸双向驱动(上驱动,横向驱动)其中印刷方向的两个定位点采用板线式以代替印刷模板。并装有调节手轮,位置显示器和调节锁紧装置。调节距离可在最大玻璃片和最小玻璃片之间任意调节。定位时定位滑轮升出台面,印刷时定位滑轮降至台面以下,以保证各种不同厚薄玻璃片的印刷。
5.印刷、回墨装置
印刷、回墨运动采用德国SEW减速马达,带动德制麦高迪(MEGADYNE)同步带。配合进口精密线性导轨拉动印刷横梁进行封油和印刷。通过日本三菱(MITSUBISHI)变频器达到印刷与封油的无级调速。刮刀,回油刀升降采用气缸驱动,并设有气压调节装置。可根据不同的印品调节气缸压力。刮刀、回油刀角度0~35º可调。印刷设置有单印,双印两种功能。
6.离网机构
采用同步离网结构设计。配合刮印动作同步将版框提高,并设有气缸快速复位装置,不产生震波与弹性疲乏。对各种不同粘度油墨,不同张力的网版刮印时减少阴影,变形,粘版以满足各种高精度印刷。
7.印物厚度调节
机头上装有调节手柄及位置显示器,通过改变触点至光电开关位置达到调节网版至印物距离的目的。
8.网版夹持及调节装置
网版由操作边推入,网版夹持采用短边气动夹紧,同时辅有手动锁紧装置,以保证下班后无气源状态下网版不移动,调节装置设有四个X.Y.Z.W.刻度调节手柄以达到对网版时前、后、左、右方向调节的目的,调节距离±15mm。
9.台板工作面
台板框架采用铝合金铸造成形,通过热处理工艺消除内部应力,保证不变形,并根据传输、定位、最小印刷尺寸的要求将工作台分成若干块,每块装配时可独立调节。工作台面用铝钛合金表面特氟龙工艺处理。使台面平整,防锈蚀,耐溶济,工作台的平面精度±0.2mm/m。
10.吸气吹气装置
玻璃片精准定位时风机对玻璃片吹气形成玻璃片与台板之间的一层气垫,以防玻璃片的划伤。定位完成后,吹气转换为吸气,从而玻璃片在印刷时强力吸附保证印刷精度。
11.辅助模版装置
辅助模版随着升降输送架起落,印刷时减少刮刀对玻璃片的振动以提高印品质量,模板
〈4〉
第5页/共10页
升降距离为40mm,并设有前后调节槽,使模版可根据印品的大小进行调节。(由买方自行配置,不在合同够买中)
12.控制系统
采用日本三菱(MITSUBISHI)PLC、人机界面集中控制,并设有故障提示系统。印刷速度,预定位时间,输送速度均采用变频器进行调速,操作方便、安全可靠,并可根据客户要求设计修改程序。以上所有关键部位外购件均选用进口元件PLC,人机界面均选用日本三菱(MITSUBISHI)品牌。电气元件、气动元件均选用国际品牌。
 手机版丝印网
手机版丝印网 手机版APP(安卓)
手机版APP(安卓)






















 显示原图
显示原图